HTS57铝材的均化作用
铸造后,铝材在被供应给挤制加工企业前被均化。
步进梁运输过程的较高要求不仅是由于其使用时间较长(在580摄氏度下工作达13小时),而且炉温追踪系统必须与铝材一起旋转,因此需要与铝材具有相同的形状,且直径要相同或更小。
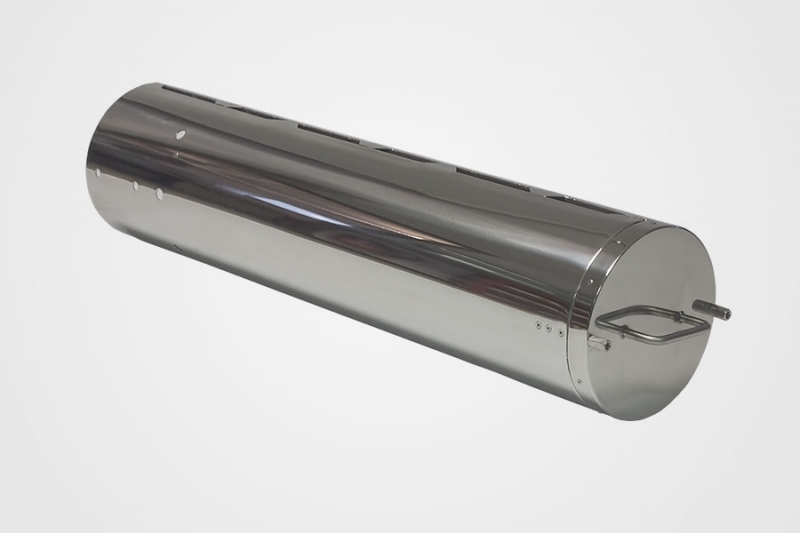
PhoenixTM TS57旋转圆柱隔热盒设计便满足该工艺要求。
圆柱形的隔板由螺栓固定在一件切割下来的铝材的末端。
隔板的直径与铝材的直径相匹配,可以随产品在炉内自由旋转。
长热电偶沿着铝材上开的槽,固定在恰当的深度和位置上。
为了在空间限制范围内提供热处理期间的热保护,蒸发式隔热盒技术是唯一可行的选择。
这就给水箱的设计带来了挑战,因为在整个系统旋转的过程中,为了保护数据记录器,水箱需要防止水从中流失。
采用全程温度监控解决方案,大部分的铸造工厂已经能够在其均化过程中进行全部三个阶段铝材的温度追踪。
因此,有了这些关键信息,我们就有可能在不影响产品质量的前提下,尽可能减少在油浸区停留的时间,从而提高生产效率并优化燃油效率。

立即下载我们的手册。欲了解更多信息,请联系我们: sales@phoenixtm.com
